ساینده های پوششی – تولید

محصولات برتر ما در یک فرایند تولید هشت مرحله ای بسیار پایدار ساخته شده است.
ساینده های پوشش داده شده توسط سیا ابرسیوز در مدرن ترین کارخانه مواد ساینده در جهان ساخته شده است. فرایند تولید در ترکیب کاملی از اجزای متعدد مدولار، که مکمل یکدیگر برای تشکیل سیستم تولید یکپارچه “بهنگام” هستند می باشد. سنسورهای لیزری و سونوگرافی بر مصرف، سطوح و مقادیر نظارت می کنند. تنظیم حساسیت نرمی از تمام 1000 پارامتر، فرایند تولید بسیار پایدار برای محصولات برتر ما را تضمین می کند . گام به گام، فرایند تولید به شرح زیر است:

مرحله 1: باز کردن رول های کاغذ پشتی
در آغاز فرایند تولید، کاغذ پشت ساینده بر روی یک رول قطور در عرض بین 1450 و 1950 میلی متر عرضه می شود. بسته به ضخامت کاغذ، رول عرض بین 1500 و 5000 متر مداوم از مواد را تشکیل می دهد. با تشکر از رول کن دو برابر کاغذ می تواند مداوم و بدون وقفه به فرایند تولید وارد شود. مخزن کاغذ پشتی به عنوان بافر عمل می کند، به طوری که زمان کافی برای تغییر رول بدون از دست دادن سرعت در پایان یک حلقه وجود دارد.
مرحله 2: چاپ کاغذ پشتی ساینده
کاغذ پشتی با استفاده از چاپ فلکسو چاپ شده است. اطلاعات چاپ شده بر روی کاغذ پشتی ساینده پوشش داده شده شامل اطلاعات مهمی است، به عنوان مثال جزئیات نام محصول و اندازه دانه. بسته به دانه های ابزار، ایمنی و یا اطلاعات مرتبط قانونی نیز چاپ شده است. شماره سریال اطمینان حاصل می کند که محصول را می توان در هر زمانی بازیابی کرد.

مرحله 3: ابزار پوشش پایه
در طول عملیات خودکار، رزین چسباننده به طور مداوم در سراسر عرض تولید تزریق و به کار گرفته می شود. سرعت تولید 80 متر / دقیقه است. به همین دلیل که کل فرایند باید از این سرعت تبعیت کند، پوشش پایه چندین بار بررسی می شود تا اطمینان حاصل شود که محصولات در یک سطح بالا کیفی به طور مداوم تغذیه می شوند.

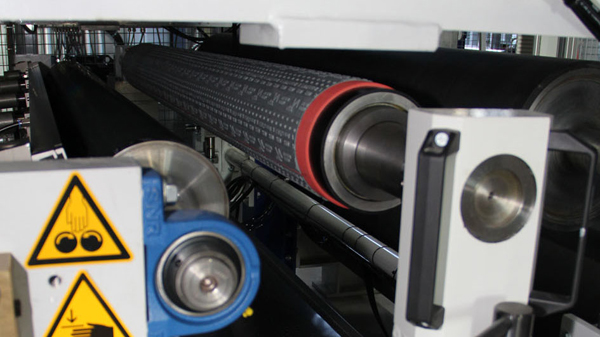
مرحله 4: پوشش دانه
پس از اینکه کاغذ پشتی با پوشش پایه پوشش داده شد، به هسته روند تولید ساینده ها یعنی “پوشش الکترواستاتیکی” می رسد. دانه های ساینده در تسمه دانه پاش به “میدان الکترواستاتیک” 90000 ولت منتقل می شوند. در اینجا دانه خود را به استری متصل کرده و به رزین می چسبد. این عمل در یک محیط کاملا تهویه صورت می پذیرد.

مرحله 5: پیش خشک کردن
در دور اول خشک کردن دانه های ساینده هستیم که موقتا با خشک شدن پوشش پایه ثابت شده اند. بسته به فرمول، ساینده برای پیش خشک کردن حدود 90 دقیقه در کوره باقی می ماند.

مرحله 6: اندازه ابزار پوشش
پوشش به اندازه در دستگاه فراچسب استفاده می شود. دانه های ساینده در نتیجه به طور دائم به کاغذ پشتی ثابت شده اند. ادغام دانه های ساینده به کیفیت ساینده بسیار مربوط است. بسته به نیازهای محصول، ساینده همچنین می تواند برای تمایز آسان تر رنگ آمیزی شود. مواد افزودنی مانند روغنکاری یا مایع خنک کننده نیز در این مرحله مخلوط می شوند.

مرحله 7: کوره پوشش
برای اطمینان از پخت مطلوب ساینده برای حدود 120 دقیقه در یک کوره برای خشک کردن مرحله دوم قرار می گیرد.
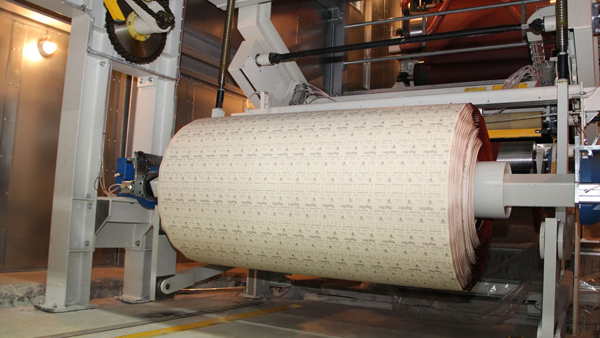
گام 8: رول کردن مجدد غول سایندگی
حالا ساینده در دمای ثابت تا 100 درجه سانتیگراد رول می شود. این رول غول پیکر تا 3000 متر مداوم از ساینده را در خود دارد، که به طور کامل پس از ترمیم در یک کوره برای چند ساعت می ماند. پس از آن ساینده به مرحله پس از پردازش می رسد. در اینجا مواد ساینده رول شده برای عدم وجود شکستگی، خم شدگی و رطوبت بررسی می شوند. بعد از این، محصول تمام شده با کامیون به مصالح ساختمانی می رود.